1. 风机主轴磨损因素
v 过盈配合尺寸原因,主要是取决于机加工时的误差;
v 装配原因,取决于装配工艺及技术手段;
v 轴承使用原因:轴承在使用过程温度过高,同时承受轴向力和径向力作用,导致轴与轴承之间过盈尺寸金属疲劳而出现配合间隙,一旦出现配合间隙就使得轴承与轴承室之间产生相对运动而加剧磨损,严重时使得轴磨损及轴承报废,造成恶性事件。另外轴承本身的质量问题以及使用过程中润滑保养不到位,造成轴承烧结,间接导致轴承位磨损。
2.风机轴承位磨损修复技术
针对风机轴承位的磨损,传统工艺修复方案有以下几类:(1)现场电刷镀工艺(2)整体拆卸,然后补焊机加工修复
v 电刷镀修复工艺
其优点就是可以实现在线修复,其缺点非常明显。电刷镀工艺其刷镀涂层受到磨损量的限制,一般电刷镀涂层刷镀厚度小于0.3mm。当磨损量大于0.3mm时,其刷镀效率将成倍下降,且刷镀层过厚时,使用过程中刷镀层容易脱落,使用寿命短。
v 补焊机加工修复工艺
补焊机加工修复工艺是传统工艺修复工艺中最常见的一种方式,其特点就是修复精度高。其缺点是补焊机加工工艺本身存在热应力问题,容易导致轴弯曲变形,同时可能造车焊接部位裂纹,造成使用过程中断轴的风险;
另外补焊机加工工艺对于风机等大型设备轴磨损问题无法进行在线修复,拆卸和运输将大大增加修复成本和修复周期,综合性价比低,大大影响企业的正常生产,增加维修维护成本。
二、索雷工业现场修复风机轴头磨损
索雷工业碳纳米聚合材料类似一种“冷焊”技术,在线修复过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受磨损量的限制。材料使用过程中不会产生金属疲劳磨损,在设备正常维护保养的前提下,其修复后使用寿命甚至高于新部件的使用寿命。
同时,利用碳纳米聚合物材料本身所具有的抗压、抗弯曲、延展率等综合优势,可以有效地吸收外力的冲击,极大化解和抵消轴承对轴的径向冲击力,并避免了间隙出现的可能性,也就避免了设备因间隙增大而造成的磨损。
2.索雷碳纳米技术修复风机轴承位技术工艺――工装修复工艺
(1)修复工艺示意图
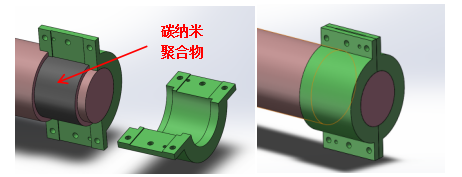
(2)修复步骤标准
※ 轴表面的初步清理工作,即将轴承位及定位面表面的油污擦拭干净,并去除高点、毛刺、锈层等;
※ 严格按照比例调和材料(SD7101H或SD7104),调和充分无色差;
※ 将调和好的材料迅速涂抹到轴承位的表面,涂抹厚度略大于轴承位单边磨损量,将工装迅速安装到位。
※ 材料固化:环境温度24℃时,建议拆除模具时间不少于4小时;环境温度24℃以下时,建议使用碘钨灯加热不少于3小时;
※ 工装拆卸后,使用锯条或者割片将排料槽处挤出的多余材料去除(禁止敲击或者用手掰除),同时将此处打磨低于整体表面,装配部件,材料固化6小时以上开机运行。

|



