海上风电,不同于其他项目建设,牵扯到海域功能的区分,航道,电缆的铺设,海上风机的设计、施工和安装,并网,环保,甚至国防安全等一系列问题。
风机运行是否良好,最关键就是看风的大小了,海上的风普遍比陆上大,作为最重要的可再生能源之一,发电机的利用率也更高,因此,轴承位磨损也更为普遍。
风电发电机轴承位磨损修复方法
针对海上风电发电机轴承位的磨损,传统的修复方案为:整体拆卸更换、镶嵌非标套、补焊修磨。
● 拆卸更换
更换新部件是最常规的维修方式,备存常规易耗部件也是企业设备管理中的手段措施。在拆卸方便、维修方便时通常使用此方法。但是鉴于海上风电现场难以拆卸,此种修复方式费时、费力,一般不予采用。
● 镶嵌非标套
镶嵌非标套修复措施也是一种常见应急手段。最大弱点是加工精度不高,与磨损部位的接触面积有限,极易造成二次磨损,大大增加生产安全隐患。
● 补焊修磨
补焊机加工修复工艺是传统工艺修复工艺中最常见的一种方式,其特点就是修复精度高。其缺点是对于轴类的修复过程中容易造成应力集中或者造成轴的弯曲变形;补焊工艺无法避免热应力的问题,造成轴使用过程中出现裂纹甚至断裂的危险,增加生产安全隐患。现在越来越多的企业意识到这一点,已经尽量避免采用补焊的方式进行轴类磨损的维修。
海上风电发电机轴承位一旦出现磨损,由于转速高、承受扭矩大,拆卸极不方便,所以需要寻求一种既不对轴造成损伤,又能够现场修复的修复工艺。索雷技术在线修复海上风电发电机轴承位磨损是最佳的选择。
索雷工业碳纳米聚合物材料针对海上风电发电机轴承位磨损在线修复技术
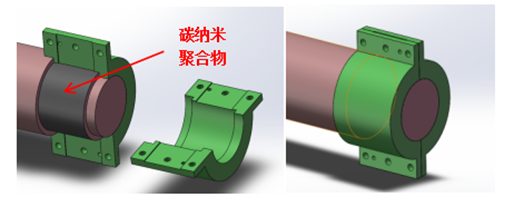
索雷工业碳纳米聚合物材料修复技术是利用碳纳米聚合物材料特有的机械性能和针对性的修复工艺在线修复风电发电机轴等大型轴类的磨损。
修复工艺简单:测量磨损尺寸―制作模具―表面处理―调和材料―涂抹材料―安装模具―材料固化―拆卸模具―装配。
其优点是粘结力好,良好的抗压性能、抗磨损性能及具备金属所具有的弹性变形等综合力学性能实现在线修复、机加工修复等,修复效率高,不需要对设备大量拆卸,一般情况下8小时-24小时内完成修复。
碳纳米聚合物材料修复技术现场应用案例
修复步骤如下:
1、 测量磨损尺寸,制作标准对开工装;
2、 用气焊枪对磨损部位进行表面除油;
3、 用磨光机打磨出金属原色,用无水乙醇清洗干净,处理后的表面要求干净、干燥、坚实、粗糙;
4、 工装表面刷涂索雷SD7000脱模剂;
5、 调和索雷碳纳米聚合物SD7101H材料,要求调和均匀,无色差;
6、 涂抹材料,使之略高于定位面,夹紧工装,紧固螺栓;
7、 材料固化后,拆卸工装,去除余料,打磨去除表面的SD7000;
8、 轴承内圈刷涂SD7000脱模剂,晾干;
9、 再次涂抹SD7101H材料,热装轴承,材料固化。

|



