风机,作为应用领域广阔、工程复杂的重要设备,自然要有一颗强有力的心脏。而轴承作为风机的核心,起着至关重要的作用,不过这颗心脏在日复一日的工作中也会磨损,今天就来简单介绍一下关于风机轴承位的修复。
我们首先要了解一下风机轴承位磨损产生的原因:
一般而言,若使用过程中温度过高,同时受到轴向力和径向力的作用,那么轴与轴承会因过盈尺寸的金属疲劳出现配合间隙,使得两者之间的相对运动加剧,更甚者,将会报废。
另外,如果轴承位本身存在质量问题或因使用中润滑保养不到位造成烧结,也会间接导致磨损。而传统修复方案不外乎以下两种:
现场电刷镀工艺和整体拆卸通过补焊机加工修复。
电刷镀修复工艺
电刷镀,即通过在磨损表面进行操作完成修复,优点是不需要离线便可完成。缺点是受到磨损量的限制,一般刷镀厚度小于0.3mm;而当磨损量大于0.3mm时,刷镀效率成倍下降,若过厚,使用过程中容易脱落,使用寿命短。
补焊机加工修复工艺
补焊机修复工艺是轴承位修复最常见的一种方式。曾有水泥企业窑尾风机轴轴承位出现磨损,磨损较为严重,轴承在轴上出现严重窜动导致紧急停机。为了解决风机轴磨损问题,企业计划采取补焊机加工的措施修复。这种修复工艺需要将整个风机拆解,然后将风机轴和风机叶轮拆解分离。在使用压力机叶轮和轴分离工程中,造成了轴的弯曲变形,导致整个轴的报废,企业不得不更换新的风机轴。这次事故导致企业几十万的直接损失和不可估量的停机停产损失。
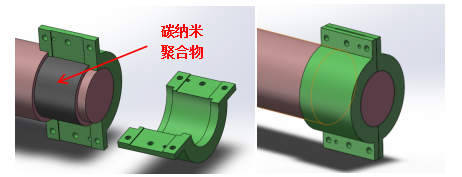
因此,如何在不损伤设备的情况下快速简单的完成风机轴承位的修复,成为很多企业的当务之急,而现在,一种新兴的修复方案油然而生,那便是索雷工业的碳纳米聚合修复技术。

索雷工业的碳纳米聚合材料是一种类似“冷焊”的技术,故在线修复中不会产生高温,可以很好的保护设备本体不受损伤,且不受磨损量的限制。材料的使用过程中也不会产生金属疲劳,在设备正常维护保养的前提下,修复后的使用寿命甚至高于新部件的寿命。
同时,利用碳纳米聚合物材料本身所具有的抗压、抗弯曲、延展率等综合优势,可以有效地吸收外力的冲击,极大化解和抵消轴承对轴的径向冲击力,避免了间隙出现的可能性。
复合材料的粘结力好,良好的抗压性能及具备金属所具有的弹性变形等综合力学性能可以实现在线修复,修复效率高,修复时间短。
索雷工作技术“工装法”的操作步骤:
1. 进行轴表面的初步清理工作,将轴承位及定位面表面的油污擦拭干净,并去除高点、毛刺、锈层等。
2. 严格按照比例调和材料(索雷工业的SD7101H或SD7104),调和充分无色差。
3. 将调和好的材料迅速涂抹到轴承位的表面,涂抹厚度略大于轴承位单边磨损量,将工装迅速安装到位。
4. 材料固化:环境温度24℃时,建议拆除模具时间不少于4小时;环境温度24℃以下时,建议使用碘钨灯加热不少于3小时;
5. 工装拆卸后,使用锯条或者割片将排料槽处挤出的多余材料去除(禁止敲击或者用手掰除),同时将此处打磨低于整体表面,装配部件,材料固化6小时以上开机运行。
|



