压力机(包括冲床、液压机)是一种结构精巧的通用性压力机。具有用途广泛,生产效率高等特点,压力机可广泛应用于切断、冲孔、落料、弯曲、铆合和成形等工艺。
因为压力机的应用十分广泛,故而在工业生产当中占比也是十分重要。通过对金属坯件施加强大的压力使金属发生塑性变形和断裂来加工成零件。故而压力机对各个位置部件的要求也非常严格,一旦出现磨损,除了本身修复困难,对生产方面的影响也是十分棘手。
以常见的轴承位磨损为例,8000吨曲柄热模锻压力机传动轴飞轮端轴承位磨损,轴径560mm,轴承位宽度约250mm,单边磨损2.25mm,最高转速190转/分,轴承型号240/560 YMB W33,轴承尺寸为560×820×258,该设备为俄罗斯生产,原先轴承也使用俄罗斯生产的,后来企业更换轴承生产厂家,更换为美国TIMKEN公司。该设备用于曲轴热模锻的锻压,加热后的圆钢,经过该锻压机后初步成型曲轴,然后由扭转机对曲轴进行180度扭转,再进行整形后前往热处理进行调质,然后机加工形成曲轴。

针对大型精密锻造压力机轴承位磨损的修复,索雷碳纳米聚合物材料不仅可以实现在线直接修复,其采取的修复工艺为工装修复工艺。同时也可以离线机加工修复,索雷工业碳纳米聚合物材料具有车铣刨磨机加工的特性,修复过程中不会产生高温及应力集中,不会对轴的本身造成影响。
(1)工装修复工艺施工步骤:
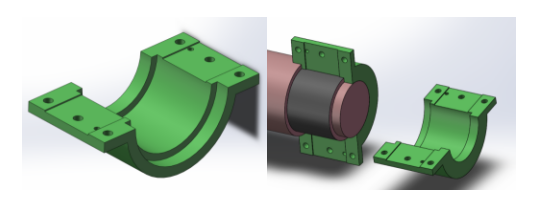
① 表面处理:使用氧气乙炔对轴承位表面进行烤油处理,直至无火花四溅为止,然后使用角磨机(使用砂轮片,禁止使用百叶片或者钢丝轮)将轴承位表面氧化层打磨干净,露出金属原色,同时打磨的越粗糙越好;
② 使用99.7%无水乙醇或者丙酮将轴承位表面清洗干净,确保无污物,晾干;
③ 将模具内表面、排料槽、螺栓、螺栓孔、定位销、定位销孔内薄薄擦拭一层SD7000脱模剂,越薄越好,晾干备用;
④严格按照比例调和材料(SD7101体积比3:1,SD7101H体积比2:1,SD7104体积比3:1),调和充分无色差;
⑤将调和好的材料迅速涂抹到轴承位的表面:第一层反复刮压,确保材料与轴承位表面充分粘合,然后再均匀涂抹至整个轴的表面,涂抹厚度略大于轴承位单边磨损量;同时模具内表面也薄薄涂抹一层材料;
⑥ 将模具迅速安装到位,紧固好螺栓和安装定位销。
⑦材料固化:环境温度24℃时,建议拆除模具时间不少于4小时;环境温度24℃以下时,建议使用碘钨灯加热不少于3小时;
⑧拆除模具时要谨慎,避免拆卸过程中造成材料损伤或脱落。将其它部位多余材料打磨去除;
⑨装配部件:装配部件时,建议部件的配合面预先薄薄涂抹一层脱模剂,轴承位表面薄薄涂抹一层材料,严格按照装配工艺迅速安装;
⑩材料固化:建议使用碘钨灯加热60-80℃,6小时以上开机运行。
(2)机加工修复工艺
① 表面烤油:使用氧气乙炔将轴承位表面油污烤干净,直至无火花四溅,表面干燥;
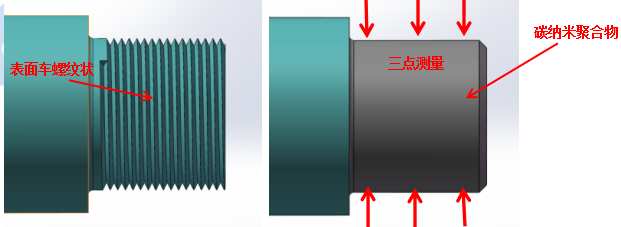
② 将轴放在机床上固定好,保持低转速状态下将轴承位表面粗车一刀,表面越粗糙越好,必要时在轴承位表面车出螺纹状。根据轴承位的磨损尺寸,如果轴承位表面单边磨损量不足1mm,则粗车一刀后,保证轴承位的单边磨损量达1mm;如果轴承位单边磨损量超过1mm,则粗车时只需去除表面氧化层,保证表面粗糙度即可;
③ 表面处理完成后,使用99.7%无水乙醇或者丙酮将表面清洗干净,晾干;
④ 根据轴承位的单边磨损量计算材料的用量,并严格按照比例调和碳纳米聚合物修复材料索雷SD7101H,调和均匀,无色差;
⑤ 将调和好的材料先薄薄涂抹于轴承位的表面,反复刮压,使材料与金属表面充分粘合,然后再均匀涂抹于轴的表面,保证涂抹厚度略大于单边磨损量;
⑥ 材料固化:将机床转速调至最低,保证轴在旋转状态下固化。材料固化时建议使用碘钨灯加热,加热温度保证在50℃左右,固化时间3小时即可(为了保证机加工的表面光洁度及减小加工难度,尽可能避免长时间固化);
⑦ 材料在加热状态下固化3小时后,满足机加工条件。机加工时,第一刀粗车,保证高转速,大吃刀量,高进给速度,减少刀具的磨损。完成粗车后,再进行精加工,达到要求的尺寸。
⑧ 机加工修复完成后,热装轴承。(热装轴承之前,建议轴承内圈表面涂抹一层脱膜剂SD7000,轴承位表面薄薄涂抹一层材料,迅速安装到位。安装轴承时保证轴承的加热温度,确保一步到位)
|



