船舶,一般在航海3-5年后都会返回船坞进行定期的维护保养,以确保船舶各部件设备的正常安全运行。而检修电机种类繁多,外籍船舶电机配件通常是海外采购,对于检修船厂供货周期长,规格不统一,严重制约着船厂的维修项目进度以及造成维护成本的增加。
因为船舶电动机是船舶设备中重要设备之一,其性能直接影响船舶航行中的安全。电动机在使用中通常出现绕组烧毁、短路、过热以及转子轴磨损和端盖(轴承室)磨损,而影响船舶的安全运行。转子轴和轴承室出现磨损,首先会出现震动及发热现象,逐渐出现致转子与定子之间摩擦而导致意外停机。往往电动机轴承室出现磨损几率较多,从实际拆检和分析中以下是导致出现磨损的主要原因:
1. 配合方式和尺寸公差问题,为安装和拆卸电机端盖方便,轴承室配合公差在设计时就存在间隙公差。对于轴承与轴承室的配合公差大小,取决于加工工艺及加工精度。
2. 电动机控制轴向位置都会有弹簧垫片,以校对电机的磁力线位置,保证电机的最佳功效。因此电动机在工作过程中,转子轴承与轴承室存在蠕动现象,一旦配合公差出现间隙势必加速轴承与轴承室的磨损。
3. 金属正常磨损及金属疲劳,金属部件自身存在金属疲劳周期,而且配合部件的静态撞击也是存在,轴承与轴承室在配合时,受到自身的重力和做功过程中,因震动、过载,不正常启动运行等因素都会造成部件之间的冲击而出现配合间隙。
4. 检修维护不规范,在更换轴承或拆卸电机端盖时,使用工具和方式方法都会不同程度的造成配合部件的摩擦,每一次的拆卸都会逐渐加剧磨损量,形成潜在的隐患。
船舶电动机轴承室磨损修复方案
(1)应急方案措施
电动机出现轴承室磨损(跑外圆),是比较常见的问题,在面对突然停机或电动机震动增大而影响其它设备安全性能时,快速恢复运行是避免意外停机的唯一措施。针对此类问题修复及应急措施也比较多,常见有一下几种:
1. 打麻点措施:打麻点是对于磨损尺寸较小快速恢复运行的常用措施,在国内维修技术传帮带中比较常见且通用应急措施。其特点是操作简单,应用广泛,但使用效果一般,修复后使用时间不确定,频繁出现再次磨损。只能作为短时间的应急措施。
2. 垫金属垫片措施:垫垫片方式也是一种常见的措施,根据轴承室磨损量来添加适当的铜金属垫片来应急运行,其特点也是操作方便,但铜垫片在受到重载冲击时,会变形或偏离位置而影响同心度从而加剧设备的振动。此工艺也是只能作为短时间的应急措施。
(2) 传统维修措施
在采取上述应急措施后,在电动机短暂运行周期内,应当尽快择机跟换部件或采取更加可靠地修复工艺进行修复,以保证电动机后期的安全运行。电机端盖(轴承室)均采用铸铁材质,由于铸铁的特性导致传统修复工艺只能采用更换新部件或电刷镀工艺。
1. 跟换新部件:其方式及其简单、方便也是众多维修单位或人员倾向的办法,但其唯一不足就是电机
端盖部件需要根据不同规格尺寸外购并且需要大量库存,会占用企业大量资金,直接影响企业经济效益。同时新部件轴承室需要加工,加工工艺及精度也存在后期的不确定性。
2.电刷镀工艺:刷镀或电刷镀工艺是一种成熟并且应用比较广发的修复措施,但其受刷镀厚度限制、时间限制以及污染环境等因素制约,现在采用该项技术的越来越少。最重要的是采用刷镀工艺后,修复层与原金属会出现脱层问题。
(3)索雷碳纳米聚合物材料技术
索雷碳纳米聚合物材料是一种(冷焊)粘结技术,是利碳纳米聚合物材料的粘结性能、抗压性能以及具有金属特性来修复磨损部件尺寸,已恢复原有的功能。其特点:
1. 碳纳米聚合物材料固化后可以车、铣、刨、磨;
2. 不存在热应力,不会损伤部件;
3. 应用广泛,对金属材质没有限制;
4. 只要部件可以承载原有强度,修复厚度不受限制,从0.01mm至几cm;
5. 在线修复,操作简单方便;
6. 操作工艺随机制定,根据设备问题制定修复措施;
索雷碳纳米聚合物材料技术,是一种非金属修复应用技术。修复后的使用效果与操作细节直接关系,故操作中的严谨性非常重要,同时也要区分金属类修复,避免因认识不足而对修复部位的人为损坏,避免火焰直接烧、认为敲击或碰撞。
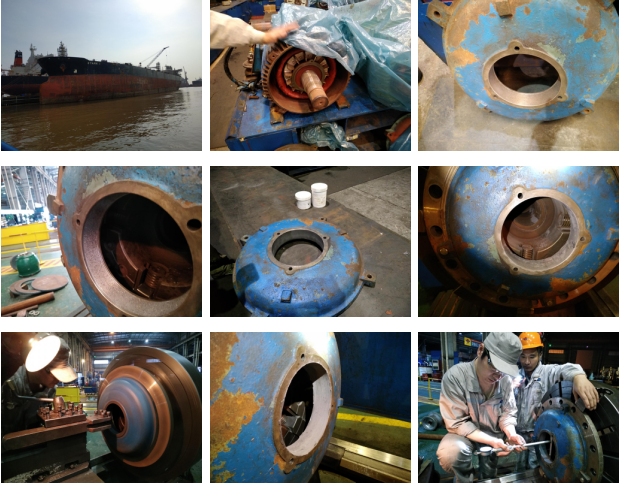
船舶电动机轴承室磨损的现场修复
碳纳米聚合物材料采用机加工时必须严格按照“索雷机加工”技术要求进行车削,基本步骤如下:
1. 轴承室修复部位除油处理;
2. 修复部位预车粗糙处理;
3. 无水乙醇冲洗修复部位;
4. 调和适量索雷SD7101H材料,均匀严密涂覆于修复部位;
5. 待索雷SD7101H材料固化,进行车削;
6. 按要求加工到尺寸公差值。
|



