轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
轧机部件中轧辊的工作条件最为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。所以轧辊除磨损外,还经常出现裂纹、断裂、剥落、压痕等各种局部损伤和表面损伤。
首先了解一下轧辊轴出现磨损原因,热轧时,轧辊接触材料的温度本身可达1200℃,同时轧件塑性变形热和轧辊与轧件接触面更使得轧辊温度升高,轴承的润滑性能在高温下直线下降,同时也能导致轧辊的尺寸、形状、材质机械性能等各方面产生缺陷。虽然轧制过程中大量冷却液喷射在轧辊上加以冷却,但是轧制过程中处在周期性的加热和冷却的曲线变化中,轧辊辊面、轧辊轴承位及轧机各种配置都因为周期性热冲击的接触应力,性能产生退让,故而产生磨损。
其次,轧件与轧辊瞬间接触,滑行速度惯性形成的相对速度大,而且在轧辊入口、中性点、出口三个位置,轧辊轴承位与轴承做功时的承受力完全不同。同时轧件行进过程中摩擦力具有明显的负阻尼特性,从而导致轧辊自激振动的产生,正是轴和轴承在这种微小振幅的相对振动下而产生微动磨损,会随着轧制次数和时间顺延而加剧。
另外,现在轧机普遍使用乳化液作为工艺润滑剂,在乳化液的化学作用下,加剧了轧辊金属材质的磨损过程,特别是高温作用下对金属的渗透性腐蚀。
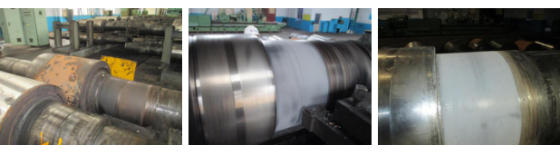
了解了原因后就要“对症下药”,很多轧辊轴的磨损修复工艺依然还是采用的老技术,虽然能完成修复,但是步骤复杂且不利于设备本身的使用,后续生产中依然会造成损坏。而上图中的工艺则使用了新工艺的碳纳米聚合物技术。
一般运用的是机加工修复工艺――
1. 表面烤油:使用氧气乙炔将轴承位表面油污烤干净,直至无火花四溅,表面干燥;
2. 将轴放在机床上固定好,保持低转速状态下将轴承位表面粗车一刀,表面越粗糙越好,必要时在轴承位表面车出螺纹状;
3. 根据轴承位的单边磨损量计算材料的用量,按照比例调和SD7101H碳纳米聚合物修复材料,调和均匀,无色差;将调和好的材料先薄薄涂抹于轴承位的表面;
4. 材料固化:将机床转速调至最低,保证轴在旋转状态下固化。材料固化时建议使用碘钨灯加热,加热温度保证在50℃左右,固化时间3小时即可;
5. 材料在加热状态下固化3小时后,满足机加工条件,进行精加工,达到要求的尺寸;
6. 机加工修复完成后,热装轴承。
碳纳米聚合物是类似一种“冷焊”技术,在线修复过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受磨损量的限制。材料使用过程中不会产生金属疲劳磨损,在设备正常维护保养的前提下,其修复后使用寿命甚至高于新部件的使用寿命。
|



